|
Mark Cannon - генеральный директор
отделения паяльных инструментов ERSA,
Германия www.ersa.de
Виктор Новоселов - к.т.н
полномочный представитель
ERSA в России и СНГ
BGA под прицелом ЭРСАСКОПа
Зримые плоды новаторства ERSA
В конкурентном мире производителей электронной техники возможность видеть, использовать визуальную информацию для контроля качества является стратегическим преимуществом. Именно поэтому «знаковым» этапом экспансии фирмы ERSA, крупнейшего поставщика паяльного оборудования, стала не очередная паяльная машина, а принципиально новая оптическая система контроля качества пайки BGA. Презентация ERSASCOPE-3000 недавно состоялась на всемирной выставке технологического оборудования Productronica-99. В статье изложена идейная основа подхода и приведены примеры уникальных снимков из-под BGA, получение которых стало реальностью.
На BGA сошелся клином...
Глобальная тенденция перехода к BGA — поверхностно-монтируемым корпусам с матричным расположением плавких выводов — уже ощущается и в России. Первыми с BGA столкнулись сервисные центры по ремонту зарубежной связной и компьютерной техники, а также отряд отечественных разработчиков, использующих новейшую элементную базу. В печати (напр. «Экспресс-Электроника» № 4’99г.) уже обсуждались особенности BGA и инструмента ERSA для паяльно-ремонтных работ с этими корпусами. Между тем, узким местом на пути массового внедрения BGA остается выходной контроль качества пайки, ибо выводы BGA расположены в недоступной для визуального наблюдения зоне, и сделать заключение о качестве пайки не так-то просто.
Контроль качества пайки BGA
До сих пор рентгеновский контроль был единственным методом неразрушающего контроля качества пайки BGA. Анализ рентгеновских снимков, производимых в проекции корпуса BGA на печатную плату, позволяет выявлять широкий спектр типовых дефектов, могущих образоваться в ходе пайки, как то: межвыводные перемычки, смещения, пустоты. Вместе с тем, рентген неэффективен для обнаружения «холодных паек», микротрещин между выводами BGA и контактными площадками и еще ряда дефектов. Только один пример: поскольку силами поверхностного натяжения уже на начальной фазе пайки сферические выводы PBGA (или CSP) самоцентрируются по контактным площадкам, то рентгеновская проекция «холодной пайки» может выглядеть практически безукоризненно! Наконец, рентгеновское оборудование слишком дорого, чтобы стать широко доступным инструментом для повседневного контроля качества.
К методам неразрушающего контроля изделий с BGA традиционно относится и функциональное тестирование. Увы, функциональный тест «холодной пайки» может выполняться с тем же успешным результатом, что и для надежного паяного соединения: электрический контакт выводов BGA с проводниками на печатной плате имеет место в обоих случаях, хотя в первом он и недолговечен. Таким образом, основываясь на результатах даже двух типов неразрушающих тестов — функционального и рентгеновского, — сложно сделать вывод о качестве пайки в смысле ее долговременной прочности.
В классе методов разрушающего контроля применяются два: исследование внутренней структуры выводов BGA после пайки (в срезе) под электронным микроскопом и механический тест на растяжение (отрыв). Структурный анализ имеет целью идентифицировать результат физико-химических процессов пайки в диффузионных слоях контактирующих металлов: ведь именно этими слоями определяется долговременная прочность паяного соединения. При «холодной пайке» тепла не хватает для образования достаточно глубоких диффузионных слоев, при избыточной же температуре пайки они становятся слишком глубокими и «рыхлыми». В обоих случаях неправильный температурный профиль пайки влечет резкое уменьшение прочности паяного соединения. Тест на растяжение позволяет оценить прочность пайки как интегрального показателя качества. Если технология пайки была соблюдена безупречно, то паяное соединение между выводом BGA и контактной площадкой оказывается прочнее соединения контактной площадки с платой и, как следствие, при выполнении теста происходит обрыв контактной площадки, а не вывода BGA. Очевидно, методы разрушающего контроля используются лишь на ограниченной выборке изделий и имеют экономически обусловленный предел.
Необходимым и эффективным дополнением методов неразрушающего контроля пайки BGA является визуальная (оптическая) инспекция. Этот принципиальный тезис побудил фирму ERSA к разработке первой в мире системы контроля, обеспечивающей возможность визуальной инспекции паяных выводов под корпусом компонента. Система
ERSASCOPE-3000 значительно дешевле рентгеновских средств контроля, безопасна, компактна и проста в использовании. Применение ERSASCOPE-3000 может помочь там, где рентгеновский контроль бессилен, а систематическое применение разрушающих методов невозможно по экономическим соображениям. На чем же, по мнению специалистов ERSA, базируется возможность визуального контроля качества пайки BGA?
Идейная основа ERSASCOPE
При корректном соблюдении технологии пайки все выводы BGA трансформируются в следующем порядке.
Состояние A. Перед началом процесса пайки сферические выводы BGA (Sn63Pb37) позиционированы по контактным площадкам печатной платы. Нижняя плоскость корпуса BGA параллельна плате (в конкретном примере на рис. 1 она отстоит от платы на высоту 1,0 мм; для разных корпусов высота, очевидно, различна). Форма выводов BGA — правильная сферическая, поверхность гладкая, слегка матовая.
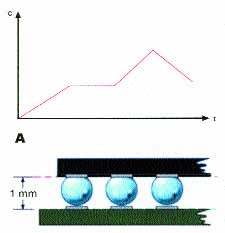
Рис. 1. Фаза А процесса пайки и состояние выводов BGA
Состояние B. Процесс оплавления выводов начинается при температуре 183°C. Под действием сил гравитации происходит первичное «оседание» BGA (рис. 2): расстояние между корпусом и платой сокращается до 0,8 мм, форма выводов становится бочкообразной, а поверхность выводов тускнеет, оставаясь гладкой.
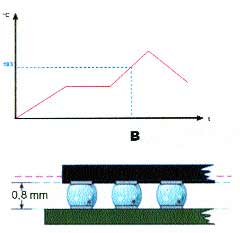
Рис. 2. Фаза В процесса пайки и состояние выводов BGA
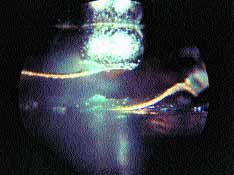
Состояние C. По достижении пиковой температуры пайки происходит полное оплавление выводов и смачивание контактных площадок платы припоем. Происходит вторичное «оседание» BGA (рис. 3): высота выводов еще раз уменьшается (в примере до 0,5 мм), результирующая форма выводов, поддерживаемая силами поверхностного натяжения, — сплющенная эллиптическая. Поверхность выводов — гладкая блестящая.
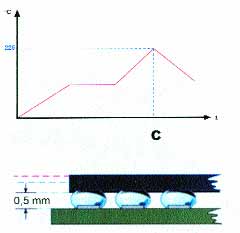
Рис. 3. Фаза С процесса пайки и состояние выводов BGA
Важнейшими признаками при оценке качества паяного соединения являются:
- количество припоя в зоне паяного соединения;
- форма мениска (соответствие технологическим стандартам);
- состояние поверхности выводов (текстура, однородность, гладкость, цвет, блеск);
- аномалии (например, остатки флюса).
Все признаки важны для контроля качества пайки, но именно состояние поверхности выводов дает наибольшую информацию о механической прочности соединения, ибо помогает сделать заключение об условиях формирования интерметаллического диффузионного слоя в процессе пайки. Визуально различимы
- неоднородная или пористая поверхность выводов, царапины;
- деформация формы (асимметричность, впадины и выпуклости, искривления);
- микротрещины;
- изменения цвета;
- микрокапли и брызги припоя;
- остатки флюса;
- посторонние включения (шлак/окалина).
Идея ERSASCOPE-3000 проста: заглянув под корпус BGA, проконтролировать правильность итоговой формы выводов, копланарность и отсутствие перемычек. У выводов, ближайших к граням корпуса BGA, следует рассмотреть также поверхность. Удается проанализировать и мениски, если при пайке была использована паяльная паста (это касается прежде всего керамических BGA). На данной нехитрой идее с мощным техническим воплощением и базируется ERSASCOPE-3000.
Как устроен ERSASCOPE
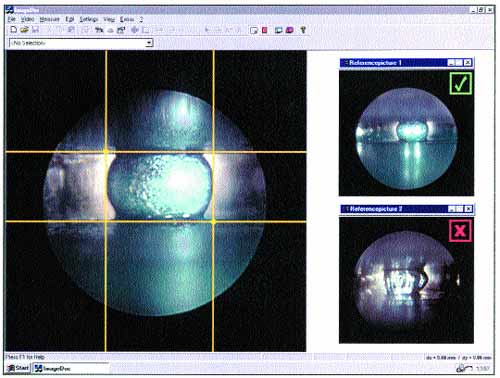
Система ERSASCOPE-3000 (рис. 4) включает оптическую часть на штативе и компьютерную часть с устройством отображения. Изделие (печатная плата) закрепляется в штативе так, что перемещаемые вручную элементы оптической системы с высоким разрешением «охватывают» корпус BGA (рис. 5). С одной стороны корпуса располагается мощный (150 Вт) миниатюрный источник света с волоконной оптикой, с противоположной стороны — головка оптического приемника с регулируемым фокусным расстоянием (0–55 мм).
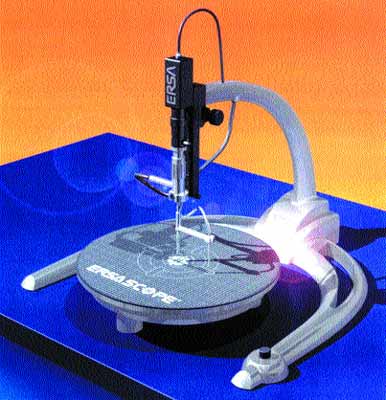
Рис. 4. ERSASCOPE-3000
Минимальный зазор между корпусом BGA и печатной платой, при котором система работает устойчиво, составляет всего 0,05 мм. Максимальные линейные размеры корпуса BGA, для которых мощность подсветки достаточна, — 50 мм. Изображение с приемной оптической головки передается в компьютер для обработки и на монитор (с увеличением до 350 раз) для человеко-машинного анализа. Отпускная цена системы такова, что для многих западных производств (а в перспективе — и некоторых российских) она является весьма разумной с учетом открывающихся возможностей массового выходного контроля изделий, содержащих BGA.
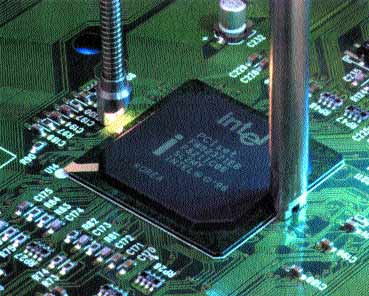
Рис. 5. Рабочее положение оптических элементов
Применения ERSASCOPE
Следует отметить, что оптическая инспекция качества пайки может быть применена не только в отношении корпусов BGA и им подобных, но также для корпусов PLCC с J-образными выводами и QFP (с внутренней стороны через просвет между корпусом и линейкой выводов). В модификации MAGNISCOPE подвижная оптическая головка с подсветкой позволяет анализировать миниатюрные объекты сверху или под любым углом до 180° при увеличении их с кратностью до 350 с отображением на мониторе. Измерение, архивирование, документирование и другие прелести компьютерной обработки обеспечиваются программным пакетом ImageDoc. Примеры областей применения ERSASCOPE и объектов анализа:
- точность установки компонентов перед пайкой;
- качество пайки BGA и других SMD-компонентов;
- качество (доза и форма) нанесения паяльной пасты;
- качество трафарета;
- качество металлизации отверстий на печатной плате;
- целостность защитного покрытия платы;
- качество микросварки;
- применения в других отраслях (например, техническая эндоскопия металлоизделий).
Фоторепортаж из-под BGA
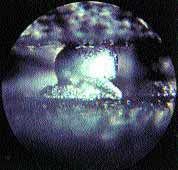
На основе кадров (рис. 4–12) можно получить начальное представление о типе изображений, анализируемых менеджером по контролю качества при использовании системы ERSASCOPE-3000 в полноэкранном варианте на высококачественном мониторе.
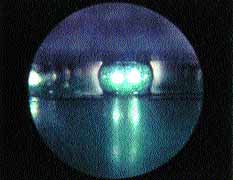 |
Рис. 6. Вывод BGA в результате правильной пайки (состояние С) |
 |
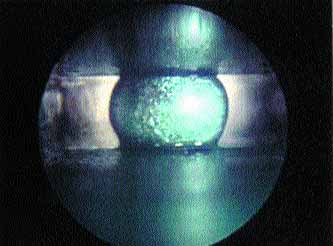 |
Рис. 7. Тест на растяжение: отрыв контактной площадки при прочной пайке BGA |
Рис. 8. Вывод BGA в результате "холодной пайки" (состояние В) |
 |
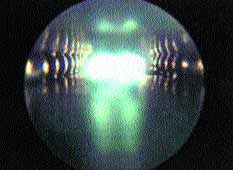 |
Рис. 9. Тест на растяжение: отрыв вывода BGA от контактной площадки |
Рис. 10. Прохождение света при отсутствии перемычек между выводами BGA |
 |
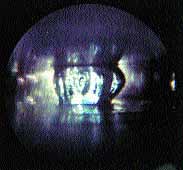 |
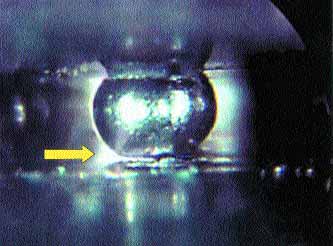
Рис. 11. Неполное оплавление паяльной пасты |
Рис. 12. Дефекты формы и поверхности вывода BGA |
vic@novlink.spb.su
|